

激光熔焊参数设定规范
武汉法利莱切焊系统工程有限公司 沈义
激光加工作为一种先进的加工技术,已经广泛应用于打标、切割、焊接、表面处理等加工应用中。其中激光打标、切割已成为大众化加工手段,激光焊接的应用领域也在逐步扩大,特别是在自动化程度较高的3C产品、汽车、钣金加工等行业,已有逐步取代常规焊接方法的趋势。本文在激光焊接应用的基础上,提炼出影响激光熔焊的相关参数,并结合焊接材料的性能测试,形成激光熔焊的参数设定规范。

图1 激光辐射金属材料的几个主要物理过程
1、激光熔焊参数
影响激光熔焊的参数,主要有功率、离焦量、焊接速度、气保护等。
功率:激光经过受激辐射,通过光路传输及光束准直、聚焦从而照射到被加工件表面。影响熔化效果的因素有激光辐射功率和激光照射面积,功率越大,材料熔化速度越快,熔化深度越深,相应热输入量越大,可能产生的焊接变形也越大。
离焦量:激光光束经过准直聚焦后照射到工件表面的位置与激光光束聚焦后的焦斑位置的距离称为离焦量。光斑在焦斑位置上方,称为负离焦,光斑在焦斑位置下方,称为正离焦。通常认为,负离焦时光斑直径在熔深方向趋向于减小,会加大熔深;正离焦不会因飞溅而损坏镜片,操作上有更大的空间。
焊接速度:激光焊接是激光连续照射到工件表面而形成永久焊缝的过程,光束移动的速度,对熔深有直接影响,速度越快,熔深越浅;相反,速度越慢,熔深越大。
气保护:通过气体保护焊缝金属,从而避免空气中的气体(O2、N2、H2、H2O)与焊缝金属发生化学反应。通常用N2、He、Ar或者三者的混合气体作为激光焊接的保护气,气体纯度要求至少在99%以上。
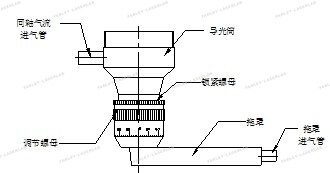
图2 带拖罩的同轴保护气工装
相关联因素包括:焊接装配间隙、焊接结构和焊接位置。
焊接装配间隙不大于0.2mm或板厚的十分之一,两者相权取其小;
焊接结构包括板与板、板与管、管与管的对接、角接、叠焊;
焊接位置包括水平焊、横焊和立焊三种。

图3 激光焊接接头形式
2、激光焊接试验方案
采用正交表或单因素对比的试验设计,对激光焊接进行试验。目标是用最少的试验,获得最好的试验结果。
采用与被焊工件材料相同、厚度相等的材料进行激光熔焊试验。焊接过程中,严格按照被加工件的装配间隙,接头形式和焊接位置进行焊接。若接头形式和焊接位置未定,采用最简单的加工位置进行焊接。
焊接过程中,所用设备与工件正式焊接的设备相同,并采用相同纯度的保护气及气保护工装。气保护工装可采用单管式、并排多管式、圆盘式、托罩式等不同结构,在焊接结构满足的条件下合理选择。
控制好试验件的装配间隙,如果条件允许,可试验在不同参数下所允许的装配间隙范围,以备产品件焊接时灵活应对。对于镀锌板叠焊,需要人为控制上下板间隙。
采用与产品件相同的控制方式进行激光焊接,在处理起弧点和收弧点上,记录好时间与功率的坡调参数,并通过起弧处提前开气和收弧处延迟关气等措施,保证焊缝起弧收弧的完美外观。
3、焊缝金属性能检测
首先进行无损检查,包括外观焊缝质量观察和放大镜观察、进行无损检测等,相关标准参照《GB/T 26951-2011焊缝无损检测 磁粉检测》、《GB/T 26953-2011焊缝无损检测 焊缝渗透检测 验收等级》等;如果是锅炉相关行业,参照标准《DL/T 1105-2009 电站锅炉集箱小口径接管座角焊缝无损检测技术 》;如果是机车相关行业,同样参照相关行业标准。
再对焊缝金属进行破坏性试验,检验金属的相关性能。
强度和金相组织是最常见的焊缝性能分析手段,通过焊缝金属与母材强度对比,能宏观判断焊缝组织性能变好或变差。通过金相组织观察,能明确焊缝组织变好或变坏的原因。
4、缺陷原因分析
激光熔焊缺陷包括:焊穿、未焊透、表面裂纹、气孔、咬边、表面氧化、焊缝下陷等,其原因分析如下表1。

5、评价选优流程
激光熔焊参数设定规范流程见图4,方案合理、焊缝美观、焊缝力学性能合格、焊缝熔深足够等评价方法选出的参数符合激光熔焊参数设定要求。
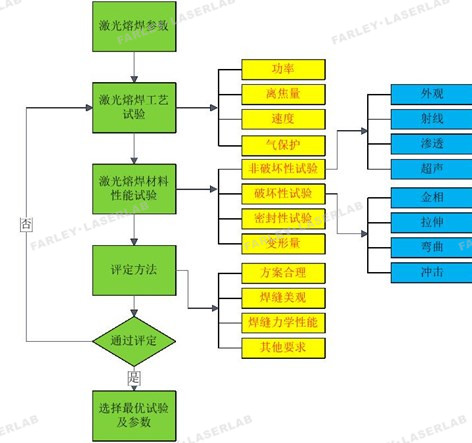
图4 激光熔焊参数评定流程
6、激光熔焊在汽车行业的应用
由于极高的技术门槛,此前国内的汽车行业激光焊接领域一直被外企垄断,直到法利莱的出现,才打破这一局面。武汉法利莱切焊系统工程有限公司研发的&“国内首条多品种商务车顶盖-侧围激光搭接填丝焊接技术与生产线&”采用激光搭接填丝熔焊技术,填补了国内空白,其主要技术指标达到国际先进水平。

经过几年生产验证,该生产线设备运行良好,加工质量稳定,截止目前,该生产线已经生产商务车数万台,取得了显著的经济与社会效益。2014年,法利莱凭借&“汽车制造大功率激光切割、焊接关键技术与装备&”项目荣获中国机械工业科学技术奖一等奖。






