

汽车板激光焊接装配间隙允许范围研究
摘要:汽车板激光焊应用越来越广泛,主要是镀锌板。通过不同焊接方法的装配间隙试验,得出各种焊接结构时所能允许的装配间隙范围,为汽车镀锌板激光焊生产作出指导。
关键词:汽车板 镀锌板 激光焊 装配间隙 允许范围
1、汽车板激光焊
随着机械制造自动化程度的不断提高,激光器逐渐国产化,激光焊接设备成本不断降低,激光焊接应用领域也越来越广泛,目前主要运用于汽车、、轨道交通等领域,如汽车板激光焊、拼板焊、零部件焊接,以及白车身整车焊接等。在国内,华工激光法利莱首次通过神龙顶盖激光焊项目,打破国外垄断,开创国内汽车整车的激光焊应用先河,随后又一发不可收拾,先后在激烈竞争中夺得江淮顶盖项目、通用顶盖项目、江铃顶盖项目及神龙改造项目。
2、镀锌板激光焊
镀锌板作为汽车车身的主要材料,被广泛应用于车架、车身、车站、顶盖、侧围等部件中。在非承重结构中,镀锌板可以制作成非常薄的零部件材料,同时,经过镀锌的材料不容易遇空气而生锈。
镀锌板激光焊分为熔焊和钎焊两种,熔焊时,锌容易受热蒸发,最主要的问题是控制蒸发而引发的气孔;钎焊时,光斑比焊丝直径粗,钎焊效果与镀锌板表面预热状态有关,预热状态好,焊丝熔化后铺展效果好。
3、不同焊接设备镀锌板装配间隙允许范围
装配间隙不仅影响激光自熔焊时材料之间的熔合,同时也影响激光钎焊时焊丝的铺展效果;在不同焊接结构中,对装配间隙的要求也不一样,激光自熔焊时,对接比叠焊要求严格,激光钎焊时,搭接要比角接要求严格。
3.1激光焊
镀锌板激光叠焊:分别采用不同间隙进行试验,其焊缝成型效果见图1和图2,其结果见表1。

图1 不同间隙镀锌板激光叠焊
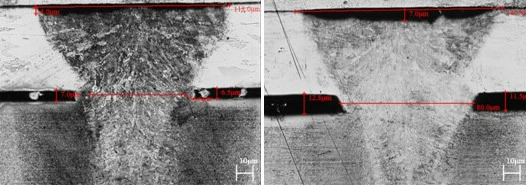
图2 镀锌板激光叠焊装配间隙

从上表可以看出,第3、4两组的参数焊缝成形极差,塌陷量大而且成形不稳定,相对于1和5两组参数来说,第2组参数的塌陷稍大。试验说明,镀锌板激光叠焊间隙控制在0.1mm焊缝成型较好,最大间隙超过0.2mm时焊缝稳定性较差。
3.2激光钎焊
镀锌板激光钎焊:采用同一参数进行不同间隙值进行试验,研究焊缝稳定成型的间隙范围。
3.2.1卷边对接
折弯半径R4,折边至少长10mm。焊丝为CuSi3,直径为1.6mm。分别采用0、0.2mm、0.4mm、0.6mm间隙进行试验,其试验效果见图3,达到0.6mm时,焊缝稳定性好,大于0.6mm时,焊缝稳定性变差。
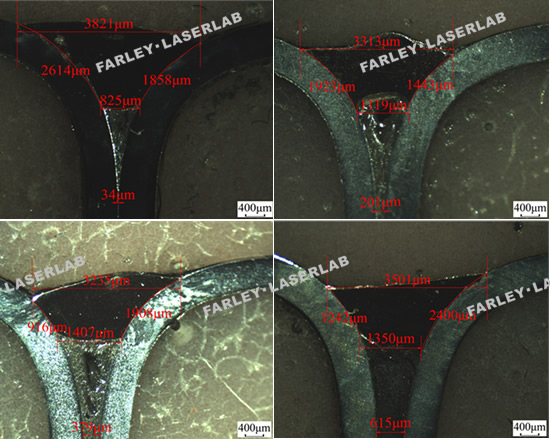
图3 不同装配间隙激光钎焊卷边对接焊缝
3.2.2搭接
焊缝直径1.6mm,光斑直径3.2mm,以无间隙为基准,采用同一参数进行不同间隙试验,其焊缝成型见图4,可见,焊缝间隙大于0.5mm时不能形成稳定焊缝。

(a)激光钎焊镀锌板(无间隙试验) (b) 激光钎焊镀锌板(0.5mm间隙,成型好)

(c) 激光钎焊镀锌板(0.3mm间隙) (d) 激光钎焊镀锌板(0.5mm间隙,未连接)
图4 激光钎焊镀锌板搭接焊缝
3.2.3梯形角接
焊缝直径1.6mm,光斑直径3.2mm,以0.2mm间隙为基准,采用同一参数进行不同间隙试验,其焊缝成型见图5,间隙为0.5mm时,焊缝成型良好。

(a)0.2mm间隙 (b)0.5mm间隙
图5 激光钎焊梯形角接焊缝





